What probability does one small Canadian resource company have becoming the first major North American chromite miner? Could it actually build a new $1.6B 350km railroad link traversing the Ring of Fire’s impassable northern boreal wetlands? Can it really replace electric SAF ferrochrome production with natural gas chromite reduction to supply both a new Canadian and world's stainless steel industry?
"
A very high probability", according to KWG Resources Inc. (TSX-V: KWG), the little engine that could!
For part of the answers to those questions and more, last month, the junior resource company announced the filing of a patent application for it's invention of a new natural gas chromite reduction method. The process directly produces reduced iron (DRI) and chromium (Cr) into a new alloy using natural gas. It reduces the oxides of both chromium and iron contained within the chromite ore (FeCr2O4 also written as FeO.Cr2O3). The FeO can be substituted by MgO and the Cr2O3 can be substituted by Fe2O3 and Al2O3.
Utilizing low cost natural gas with the Ring of Fire’s high-grade chromite would enable the achievement and maintenance of profitable chromite mining production rates to also supply a share of Canada's export market. Add on the use of economical ROF rail
transportation cost of $6.33 per tonne for moving non-concentrated, 'mechanical gravity-separated' chromite (unprocessed ore). The production of other added value downstream products derived from the unprocessed ore can be envisaged in selected locations served by the railway, like Thunder Bay, which is an open water port and close to natural gas pipelines.
KWG's proposal is to reduce the unprocessed chromite ore using a southern "natural gas super reducer (GSR)" in place of a northern ROF mine site "electric concentrator" and an electric powered ferrochome smelter.
What is the difference between a GSR and a gas generated "electric concentrator"? Is it better to transport natural gas north to the ROF for a GSR or transport unprocessed ore south, to a GSR? What are the answers to these two questions in terms of project economics and the environment? How would ore handling requirements change? What are the considerations of duplicate mine waste locations, apart from ore transportation costs, with an off-site primary processor?
Let's step back and look at the ROF macro economics to answer some of these questions because it really comes down to understanding the total cost of benefication and the ore reduction rates along each processing stage to change run of mine ore (ROM) into stainless steel.

The above diagram's
red arrows, along with estimated tonnage for each process from, for example, the ROF Black Thor chromite deposit, well documented in Cliffs Natural Resource's terms of reference (TOR) and Investor Day 2012 presentations using traditional reduction, concentration and smelting techniques, will help visualize and understand an over-simplified ore flow;
The ROM ORE divides into 33.2Mt/y waste rock (mine strip ratio 8:1) [ROF] + 4.15Mt/y crushed & filtered chromite-bearing unprocessed ore [ROF] = 2.3Mt/y reduced & concentrated or Direct Shipping Ore (DSO) [ROF] which then goes down the north/south transport corridor to (1.1Mt/y DSO [World] X .459 or 505Kt/y FeCr) + (1.22Mt/y DSO X .459 = 560Kt/y FeCr [Sudbury smelter]) = 1.065Mt/y FeCr X 4 ≐ 4.26Mt/y milled stainless steel
Assuming the 5Mt/y minimum railroad shipping volume is obtained over time, using the ROF railroad, the extra transport cost of Cliff's DSO might be (4.15Mt/y - 2.3Mt/y = 1.8Mt/y) X $6.33/t = $11.4M/y. However, Cliff's proposed Reducer/Concentrator cost of energy per tonne would be lower if built in a southern location. Replacing the entire need for the $800M capital cost of construction and maintenance could also be a significant offset factor. The ~25MW mine site complex could be replaced with a GSR and built and operated in Capreol Sudbury, South Kaministiquia River Thunder Bay, or better yet, at the the
Kidd Xstrata site in Timmins, on the same Ontario Northland Railway (ONR) rail line network.
Initial mechanical crushing and filtering of ROM ore to meet a reducer particle size specification requires less processing energy per tonne relative to any of the next chemical and/or thermal processing steps; reducing, concentrating, smelting and milling. Logistically, much of the basic crushing and filtering should be done at the mine site.
The above diagram's red then
blue arrows, show ore flow using the real cost advantage of a natural gas powered GSR. It entirely replaces the need for any natural gas or diesel generators that might supply power to an electrical reducer/concentrator and the electrical concentrator itself!
The province of Ontario has chokingly
high industrial electrical power rates. Cliffs is asking Ontario to subsidize it's electricity rates for a mine, concentrator and smelter while KWG does not require subsidies.
From the beginning, KWG understood that the basic and well-established technology used to produce ferrochrome (FeCr) for stainless steel production would need modification.
KWG had enough chromite. It secured interest in two large, world class, undeveloped stratiform chromite deposits, 80% of Black Horse and 30% of Big Daddy, in the Ring of Fire.
As part of a joint venture earn-in agreement when it originally co-discovered the Big Daddy chromite deposit back in March of 2006, KWG could also expense part of the costs of finding a way to market the chromite. With Cliff's blessing, to engineer and construct a railroad to the
Ring of Fire from Exton, Ontario, KWG conducted a $15 million Krech Ojard pre-feasibility engineering survey and a Golder soil testing program from 744 borings using hollow stem auger drills that led to locating and staking mining claims covering a unique linear sand ridge or esker.
Last month, the Ontario Mining Lands Commissioner (OMLC) dismissed Cliffs Natural Resource's
easement application. It involved the substantial use of a large portion of KWG's contiguous transport corridor mining claims, not just to cross them, but to use them for it's own private industrial all-weather road.
The OMLC decision upheld KWG's sole prior right to surface rights to the ROF north/south heavy ore transport corridor for it's proposed 'public use' railway link from Nakina, Ontario. It would be
open to all miners and local communities at cost. Due to the vast wetlands that surround the ROF, there is no other direct and economic way to move the chromite to market.
Since the mining court ruled against them, Cliffs is now demanding that the province of Ontario step in and
expropriate KWG's right of way.
On October 29, 2013, Sudbury's mayor, Marianne Matichuk, tabled a
motion at city council, saying, "...
this is a motion introduced so that court intervention is not needed at all...
the province has always played a lead role in brokering and funding transportation solutions..." Mayor Matichuk had
led a delegation to Cleveland's Cliffs Natural Resources, who then decided that the proposed $2.2-billion ferrochrome smelter should be located in Capreol, Sudbury.
The Sudbury motion will fall on deaf provincial ears, as will Cliff's appeal to Ontario's Superior Divisional Appeal Court regarding the OMLC easement decision. The Crown may not effect an expropriation from a minority joint-venturer in order to prefer the exclusive interest of the majority joint-venturer. An appeal is different from a trial and is not a rehearing of the case. There can be no witnesses and no new evidence (except in very limited circumstances).
Cliffs is asking Ontarians to pay for a large part of it's proposed private all-weather toll road to it's mine site. KWG does not require an Ontario rail subsidy, as it will be self financing.
The Traditional Ferrochrome Making Process There is no replacement for chromium in the making of stainless steel. It is a strategic and rare element. About 90% of chromite ore, containing chromium in the characteristic spinel cubic octahedral or tetrahedral crystal mineral form, is turned into ferrochrome by a ('SMELTER' in above ore flow diagram). Then, much of that ferrochrome is turned into stainless steel by a ('MILL'), primarily as high-carbon or charge grade.
Chromium additions of 10% to 20% are absolutely required during the stainless steel making process and are met by the addition of alloys of chromium and iron, collectively known as “ferro chrome”.
Cliffs is also asking for a ministerial exemption to export 50% of it's DSO out of province. KWG does not require a ministerial exemption, however, any provincial exclusion should be extended to all stakeholders. KWG's GSR produces a very competitively priced iron-chromium alloy which is pure enough that it can be feed directly into a local stainless steel mill without further concentration, with the option of fulfilling 100% of the required chromium additions.
Conventionally, the ferro chrome alloys are produced by the smelting of metallurgical grade chromite ores, using solid carbonaceous anthracite, coke or other breeze reductants, limestone or other flux agents and sometimes an attapulgite clay or other binders which are fed into a Submerged Electric Arc Furnace (SAF).
| |

Submerged three-phase electric arc furnace
|
|
This process is extremely energy and carbon intensive. Existing plants using “best world practices” consume between 3 and 4 megawatt hours (MWH) of electricity and 200 to 300 kilograms of carbon per tonne of ferro chrome alloy produced. Comprehensive gas cleaning systems are required to meet clean air standards. Large quantities of slag are produced and placed in long term storage in above ground dumps.

XPS DC Furnace Slag tapping chromite deposit at XPS facility, Falconbridge
KWG's GSR processing will occur before these steps below and make them redundant.
New Chromite Natural Gas Super Reduction Method Ferrochrome production is essentially a carbothermic reduction of chromium and iron oxides, using coal and coke, the carbon as the reducing agent, taking place at high temperatures, to form the iron-chromium alloy. When heated with finely divided carbon it can be reduced to chromium metal with release of carbon dioxide.
For example, when heated with finely divided aluminum, it is reduced to chromium metal and aluminum oxide:
Cr2O3 + 2 Al → 2 Cr + Al2O3
Direct reduced iron (DRI) is a product already produced around the world by converting iron ore into purer, metallic iron without actually melting the ore. Naturally, KWG's new GSR process would also involve the chromium oxide in the ore being converted into higher-grade direct reduced chromium (DRC), without actually melting it. The trouble is, the temperature required for reducing chromium is much higher than that for reducing iron alone. How would DRI and DRC combine into one ferrochrome alloy pellet in the GSR process?
A thermo chemical accelerator for the chromite would be needed to enable reduction to evenly proceed at an acceptable rate at lower temperatures. Stability of metallic oxides decreases with increase in temperature. (In chemistry, reduction is the
gain of electrons or a
decrease in oxidation state by a molecule, atom, or ion.)
There are several specific process designs to achieve this general end that are differentiated by either the form of chromite and iron ore input (lump, pellet, fines) and their composition, the furnace type(s) and their configurations and the reductant fuel (coal or natural gas).
Physical Agglomeration of Fines
One stage of KWG's new reduction method uses a series of disc pelletizers to agglomerate the chromite ore concentrate fines before the reduction stage.

Pretreatment methods for ferrochrome smelting, such as agglomeration, preheating and pre-reduction, are essential to lowering stainless steel smelting needs for energy and carbon, which lower costs and environmental impact. The reduced alloy pellets can form part of the charge of a conventional SAF furnace producing ferro chrome and thus can be preheated for additional benefit.

One common method to produce DRI into iron ore pellets is using a moving-bed-stack furnace and natural gas. This DRI is made as pellets of crushed iron ore are fed into a tall, gravity-fed stack furnace. The burning of pre-heated gases in the furnace leads to chemical reactions, which drive away the impurities and most of the oxide from the ore. This “reduces” the iron ore to a purer form much like a blast furnace would, though the furnace does not get hot enough to melt the iron. Iron oxide becomes metallic iron at roughly 1250°C, almost 300 degrees
below iron's melting point of 1538°C.
The DRI output is then sold as pellets or tumbled with binders and compressed into small briquettes. The briquettes are called hot briquetted iron or HBI. While some steel has been made from 100% DRI, more often we hear of DRI pellets or HBI replacing 20-30% of the charge or input feed into an electric arc furnace (with the rest being scrap steel).
An advantage of the DRI process outlined above is that it produces a compound of iron and oxygen without impurities and natural gas is more abundant, less expensive energy source in Canada.
Carbon is a required additive to the chromite to facilitate reduction. The carbon (or carbon monoxide derived from it) removes oxygen from the ore, leaving behind elemental metal. When carbon is used as reducing agent for metal oxide reduction, the reaction will favor a higher temperature because, for the reaction C + FeO => Fe + CO. For example, the order of oxides in term of their stability at 1400°C is CaO> Al2O3> MgO> SiO2> MnO> Cr2O3> FeO> Fe3O4> Fe2O3.
Some of the various ways in which high temperature reduction of chromites using a carbon reductant can generally occur;
- solid chromites are reduced by solid or gaseous reductant
- direct reaction at the interface between the slag and metal, where the dissolved chromites in the slag are reduced by carbon dissolved in the metal phase
- direct reaction between dissolved chromites in the slag and the carbon particles floating on it.
KWG's new natural gas chromite reduction method
reduces the oxides of both chromium and iron contained within the chromite ore to produce the chromium/iron alloy. A large portion of chromite is expected to reduce by gaseous reductants while in the chromite pre-reduction process before liquid phase formation.
Ring of Fire - Big Daddy In 2011, KWG Resources engaged Xstrata Process Support to test chromite metallurgical samples from four bore holes at the Big Daddy chromite deposit. The initial small scale tests were aimed at establishing the grades and recoveries which could be achieved during smelting in submerged electrical arc furnaces, as well as the optimum recipes with respect to fluxes and reducing agents. The small scale batch tests were to be followed by appropriate pilot testing in due course.
| Canadian ferrochrome and associated slag from the "Ring of Fire" Big Daddy chromite deposit. |
 |
|
| Big Daddy 1st test |
|
 |
|
| Big Daddy Alloy 2nd Test |
|
| Test |
Temp |
Flux % |
Chromium
Cr% |
Iron
Fe% |
Carbon
C% |
Silicon
Si% |
Recovery Slag
% |
Metal Ratio |
| 1 |
1685C |
9 |
58 |
33.5 |
7.24 |
.47 |
86 |
1.12 |
| 2 |
1635C |
12 |
59.6 |
33.1 |
7.26 |
.15 |
91 |
1.19 |
|
|
Providing essential operating parameters were satisfied, the XPS Big Daddy's report observed;
- High yields of ferro-chrome refined at normal FeCr furnace operating temperatures using burned lime as flux and suitable solid reductants were refined at relatively modest energy consumption
- Chromium recoveries of 92-93% into a high carbon ferrochrome alloy grading around 58-60% Cr, with 6-8% Carbon, (C), 1% Silicon (Si) and the balance iron (I)
- Smelting temperatures of 1625-1650°C appear optimum for best results
- Melting power requirements were in the range of 3.5 - 3.8 MWh per ton of alloy produced
- Reductant requirement of at least 19.5% carbon equivalent is required to ensure optimum chromium recovery
- 9% Calcium oxide (CaO) equivalent is considered the safe minimum
- The chromite ore is highly suitable for the manufacture of high carbon ferrochromium or for use as a sweetener ore to blend with lower Cr: Fe chromite ores to manufacture charge chrome
|

Karen Clancy (Metallurgical Technologist) – at XPS Furnaces (XPS – www.myxps.ca ) hit a major milestone in the development of the Ring of Fire in Northern Ontario. Karen’s smelting tests yielded the first metallic product from Canadian chromite.
The initial results are very encouraging given that ferrochrome production has not been part of Canadian mining and metallurgy prior to this, and the operating temperatures involved in ferrochrome smelting are much higher than those common to the copper and nickel extraction processes more familiar to Ontarians.
Ring of Fire - Black Horse In August of 2013, KWG Resources engaged XPS’s testing facilities at Falconbridge, Ontario. A continuous direct current pilot smelting campaign on Black Horse chromite drill core has been successfully completed with excellent results. A bulk sample comprised of 1186 kilograms of drill core collected from two holes, FN-10-25 and FN-10-26, drilled in 2010, were efficiently smelted in the DC testing furnace.
XPS Analyses of Black Horse Chromite Core
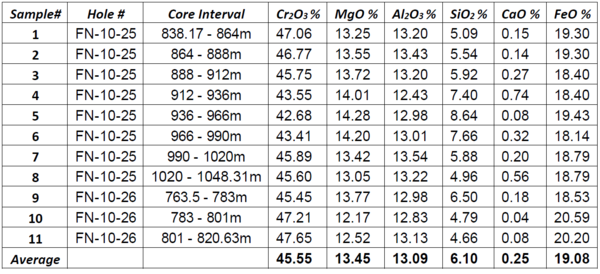
The key objective of this brief campaign was to demonstrate, by making optimum use of the limited amount of sample material, that Black Horse massive chromite can produce similar metallurgical results to ores more exhaustively tested.
The CFM-12 (Continuous Flotation Machine) Base Unit at XPS is a leading edge mini full scale Pilot Plant used by major international miners to develop reliable and reproducible metallurgical data directly from core samples.

- Black Horse metallurgical results confirmed very high chromium recoveries averaging 95% were achievable
- Ferrochrome alloy grades indicated 60-62% chromium
- Only moderate flux and reductant additions were needed
- Operating temperatures were manageable
- Smelts produced both a high grade alloy and low Cr values in the discard slag
Summary KWG's new GSR method will revolutionize the blend of supplemental feed put into existing ferrochrome smelters worldwide and provide iron-chromium alloy for use by local stainless steel foundries, as it presents substantial cost advantages over traditional electric SAF;
- New natural gas SR facilitates the progress of the reduction reactions replacing the need for an electric concentrator
- The lab tested GSR uses extremely less energy
- The carbon content of the reduced chromite is much lower than the ferro alloys produced in a SAF
- The GSR produces metalized levels of chromium and iron of 80% or more
- Future technical advancements in the reduction method will increase metalization levels even further
- Canada's large long term supply of natural gas offers attractive and stable energy costs
- Economies of scale for natural gas contracts extend to mine and supplemental GSR equipment, and liquefied natural gas to power ROF RR locomotives
-
No special exemptions to its domestic electricity price needed
- No ministerial exemptions to export unprocessed mineral resources needed
- The SR chromium/iron alloy pellets can form part of the charge of a conventional SAF furnace producing ferro chrome, as batch or continuously charged components of the steel making and pellets can be preheated
To quantify the precise cost advantages of GSR over electric SAF's would require advanced analysis of the difference in energy requirements between the two processes. Energy amounts to about 34% of the total ferrochrome production cost. Below is Shankey diagram of an example distribution of supplied heat flow via electrical energy consumption in typical submerged arc furnace. It shows how the supplied heat is being utilized in the system. It can be seen that in submerged arc furnace operation, in this case, almost 40% (~1200 kWh) of the input energy is utilized towards heating of the charge. This indicates that there is a significant opportunity to substitute this heat by an alternative energy source.

The Electric SAF ferrochrome production model will be replaced with a natural gas chromite reduction model to supply both a new Canadian and world's stainless steel industry.
There is a very high probability that KWG Resources will become the first major North American chromite miner. It can build the $1.6B 350km railroad link to the Ring of Fire when Canada and Ontario advance the plan called "
The New Deal for Northern Ontario" to help improve the economic and infrastructure conditions for the communities the Ontario Northland Transportation Commission (ONTC) will serve through the James Bay & Lowlands Ports Authority.
An agency under Mushkegowuk and Matawa First Nations leadership could be created under the banner of the James Bay & Lowlands Ports Authority to take control of the ONTC. KWG's railroad right-of-way could be transferred under such a plan.
As much as possible, Canada and the province of Ontario, should protect KWG Resources from a foreign hostile take over.
Getting it right on the development of the 'Ring of Fire' is far too important for so many local communities for a very long time.
Available Sources:
-
Patent Sought For New Gas Cromite Reduction Method By: KWG, PR, October 25, 2013
-
KWG files patent application for new gas chromite reduction method By: Henry Lazenby, CreamerMedia, 25th October 2013
-
CONFIRMED: Successful processing of Ferrochrome from Ring of Fire By: XPS, News Release 07/02/2012
-
Amended and restated Technical 43-101 Black Horse By: Alan Aubut P.Geo., Sibley Basin, September 7, 2013
-
Preliminary Metallurgical Test Work Yields Positive Results KWG and Spider Complete 2008 Drilling Program at Big Daddy Chrome Deposit
By: KWG, PR, October 21, 2008
-
2011 Big Daddy Metallurgical Testing Completed By: KWG, PR, June 10, 2011
-
Developments in the Design and Construction of DC Arc Smelting Furnaces F.P. Greyling
-
First ever Canadian ferrochrome produced by Xstrata Process Support DC Furnace from ‘Ring of Fire’ Ore By: Xstrata Process Support, Falconbridge, 7 February 2012
-
Pyrometallurgical Laboratory By: Xstrata Process Support, Falconbridge
-
XPS Extractive Metallurgy By: Xstrata Process Support, Falconbridge
-
Improve Your Concentrator Performance With Mixed Collector Systems By: Xstrata Process Support, Falconbridge
-
Theoretical And Practical Aspects Of Cr(VI) In The South African Ferrochrome Industry By: J. P. Beukes
-
Haver® Pelletizing Discs -
Mixed collectors can achieve significant flotation recovery gains By: m-mining.com, 21/06/2010
-
Effect Of Flux Additions On the Kinetics Of Chromite Ore Reduction with Carbon By: D. Neuschiitz, Noryway, Lebowa Ore, June 1995
-
Decarburization of ferrochrome and high alloy steels with optimized gas and slag phases towards improved Cr retention By: H. Wanga, Journal of Mining and Metallurgy, 05 March 2013
-
High carbon ferro-chromium by self-reducing process: Fundamentals By: Adolfo Pillihuaman Zambrano, Songklanakarin J. Sci. Technol., Jul. - Aug. 2009
-
Direct Chromium Alloying By Chromite Ore With The Presence Of Metallic Iron By: X. Hu, Journal of Mining and Metallurgy, 27 May 2013
-
Why is CaCO 3 not used as an additive in the pelletised chromite pre-reduction process? By: B.W. Neizel, Min erals Engineering, 22 February 2013
-
XSTRATA PROCESS SUPPORT, Adding Value, Reducing Risk The International Resource Journal November/December 2009
-
Black Horse Smelting Test Produced 61.9% Cr In Ferrochrome By: KWG, PR, August 14, 2013
-
The Finnish Environment, Finnish expert report on best available techniques in ferrochromium production By: Marja Riekkola-Vanhanen, The Finnish Environment Institute, Helsinki 1999
-
Aspects Of DC Chromite Smelting At Mintek - An Overview By: I.J. Geldenhuys, 13th International Ferroalloys Congress, June 9, 2013
-
Economic analysis of the Ring of Fire chromite mining play By: Joan Kuyek, D.S.W. For MiningWatch Canada, January 25, 2
-
Some myths about DC arc furnaces Southern African Institute of Mining and Metallurgy, Johannesburg, 6–9 March 2011
R.T. Jones, Q.G. Reynolds, and T.R. Curr Mintek, Randburg, South Africa
-
Chromium Alloys Production and Operation Aspects of DC Chromite Smelting At Mintek - An Overwiew By: I.J. Geldenhuys, Pyrometallurgy Division, Mintek.
-
Mintek Annual Report 2012 - Cliffs Black Thor Metallurgy Sent to Mintek -
Slags in ferroalloys production—review of present knowledge By: L. Holappa and Y. Xiao, The Journal of The South African Institute of Mining and Metallurgy, August 2004
-
The transformation of ferrochromium smelting technologies during the last decades By: J. Daavittila, M. Honkaniemi, and P. Jokinen, The Journal of The South African Institute of Mining and Metallurgy, October 2004
-
The prereduction and smelting of chromite concentrate of low chromium-to-iron ratio By: A. R. Barnes, B.Se. (Hons.), M.Se. (Eng.), M.S.A.I.M.M., The Journal of The South African Institute of Mining and Metallurgy, Mar 1983
-
Overview of the Chromium industry in 2011 By: Mark Beveridge, ICDA Market Research Analyst
-
Statistical Bulletin 2013 (2012 Data) By: International Chromium Development Association
-
Background Report, AP-42 Section 12.4, Ferrealloy Production By: U.S. Environmental Protection Agency,
-
Ferromanganese Smelting By: The Twelfth International Ferroalloys Congress Sustainable Future, June, 2010
-
Comparing Manganese Ferroally Smelting in Pilot-scale AC and DC Submerged Furnaces By: H. Lagendijk
-
Nordberg MP® Series cone crushers -
Cliffs 2012 Analyst & Investor Day on Chromite Project By: Bill Boor, Cliffs Natural Resources, July 31, 2012
-
CN tries out liquefied natural gas to power locomotives The Globe and Mail, May 14, 2013
-
Hydrothermal synthesis and characterization of nanosized transition metal chromite spinels By: Shahid Khan DURRANI, T¨UB˙ITAK, 26.04.2011
-
Technical Analysis: Energy Supply Related to Exton Ferrochrome Refinery Siting By: Larry Doran, President & CEO, Imperium Energy Inc.
-
Sudbury: State of the City Address - 2013 By: Sudbury's mayor, Marianne Matichuk
-
Ontario's high energy rates could jeopardize mining By: Jonathan Migneault, Nov 4, 2013
-
Weekly Review By: Ocean Equities Ltd., June 9, 2010
-
Use Of Chemical Energy In Submerged Arc Furnace To Produce Ferrochrome Prospects And Limitations By: Gajanan Kapure, Jan 1, 2007
-
Conversion of Chromium Ore Processing Residue to Chrome Steel By: Dr. Jay N. Meegoda, Dec 2007
-
Outokumpu Technology Ferrochrome projectsin South Africa By: Outokumpu Technology, CMD 2007




